上手くカットが出来ない
カッティングプロッタをシートをカットする場合、状況によって上手くカット出来ないことがあります。
・刃が欠けている。
・刃が出ていない。
・刃に汚れが付着している。
・カットスピードが早すぎる。
・カット圧が適正ではない。
・フルカラー対応シート(FLEXシート)の場合、シートが乾いていない。
以下調整方法と推奨値を記載しています。
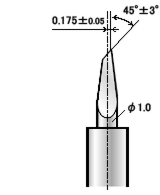
刃の種類は、Mimaki社:SPB-0030、Roland社:ZEC-U3017を推奨しております。
カッティングプロッタの機種や使用中の刃の状態によって圧力(カット圧)・カット速度、刃の高さの調整が必要です。
本カット前に必ずテストカットをしてください。
カッティングプロッタのメディアを押さえる圧力(クランプ圧)が適正であるかを確認してください。
ローラーごとに圧力を調整できる場合、両方の設定が同じであるか確認してください。
現在の設定が弱であるなら強に、強であるなら弱に変更するのを試してみてください。
オフセット値は、刃の取扱説明をご覧ください。
- Mimaki社:SPB-0030の場合は、0.3mm。
- Roland社:ZEC-U3017の場合は、0.175mm。
刃の状態は、刃の先に指先をポンポンと軽く当て、摩耗具合を確認してください。
新品の刃と比較すると分かりやすいです。
糊などの汚れがついていたら取り除いてください。
必要に応じて刃の交換を行ってください。
使用しているカッティング転写シートに依って刃の交換頻度は異なります。
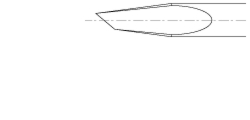
刃の高さは、Mimaki社の場合、刃がキャップから出ている長さは出来るだけ短くしてください。
カッティング熱転写シートの厚み(キャリアを除いて)に合わせる様にします。
Roland社の場合、キャップから刃を1mmほど出して下さい。
サーモフロックの場合はカッティングプロッタの種類に関わらず刃を1mmほど出して下さい。
圧力(カット圧)は、弱すぎても強すぎても良くありません。
弱圧からテストを行い、PETキャリアを切りすぎない様に調整してください。
カット速度は低速からテストを行ってください。
カットラインの最適化も合わせてご覧ください。
原寸で確認出来ない程の細かいカットラインは、出来るだけ単純化してください。
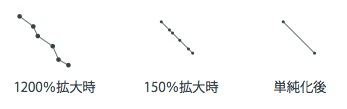
Adobe Illustratorの場合:オブジェクト → パス → 単純化
カストリのコツ
デザインから1〜2mm外に四角のラインを描くことによって、誤って他のデザインを剥がしてしまう可能性を軽減することが出来ます。
さらに、角から線を描くことによって、角を浮かしてしまう可能性を軽減することが出来ます。

Mimaki FineCutの場合: Mimaki FineCut → カス取り線作成